
La société fromagère de Domfront se dote d’une chaudière à biomasse Vyncke
🖨️Article paru dans le magazine Bioénergie International n°57 de novembre 2018
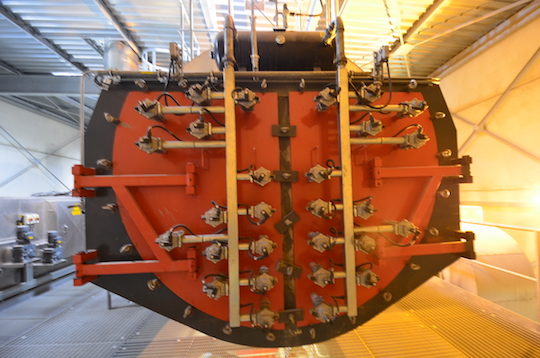
L’échangeur à tubes de la chaudière VYNCKE avec ses ramoneurs pneumatiques, photo F. Douard
La société fromagère de Domfront a été créée en 1972 par Michel Besnier, le fils d’André Besnier, fondateur du groupe Besnier devenu Groupe Lactalis en 1999 et aujourd’hui dirigé par Emmanuel Besnier, fils de Michel. Elle est située sur la commune de Domfront-en-Poiraie dans le département de l’Orne, à mi-chemin entre Laval et Caen. C’est la plus importante usine de camembert au Monde : elle transforme 500 millions de litres de lait par an et produit chaque jour 520 000 camemberts.
Une politique du Groupe
Depuis 2015, la société fromagère de Domfront a mis en service une chaufferie à biomasse de 6,5 MW dans le cadre de la politique de développement durable du Groupe et à l’occasion de l’appel à projets de chaleur renouvelable BCIAT 2012. La chaufferie de Domfront est en effet la deuxième de trois chaufferies à bois réalisées par Lactalis en France ces dernières années. La première était celle de Saint-Pierre-sur-Dives dans le Calvados et la troisième celle de Charchigné en Mayenne.

L’usine Lactalis de Domfront, photo Frédéric Douard
La chaufferie bois de Domfront couvre 70 % des besoins thermiques de l’usine. La volonté du Groupe Lactalis dans cette opération programmée dès 2011 alors que le prix des énergies était élevé, était de limiter sa dépendance aux fluctuations des prix des énergies fossiles et de réduire son impact environnemental.

La chaufferie biomasse de Lactalis Domfront, photo Frédéric Douard
En 2018, le contexte économique est légèrement différent, mais ce choix permettra à l’usine d’éviter l’augmentation des charges dues à la taxe intérieure de consommation sur les produits énergétiques (TICPE, ex TIPP), une taxe désormais indexée sur le contenu carbone du combustible et dont la progression est d’ores-et-déjà confirmée à 55 € par tonne de CO2 en 2019 et à 86 € en 2022.
Une usine historique
Si André Besnier avait commencé à produire du Camembert à Laval, c’est à Domfront en Normandie que Michel a industrialisé pour la première fois sa production. La société fromagère de Domfront a ainsi été la première au Monde à développer et à utiliser un coagulateur en continu pour la fabrication du camembert.
L’usine de Domfront fonctionne 24 h/24, 7 J/7 et emploie 350 personnes. Le lait est collecté à 40 km à la ronde autour de Domfront. Les deux tiers de ce lait est transformé en camembert et le reste en crème, en lait concentré pour les autres sites du Groupe.

L’usine Lactalis de Domfront reçoit 85 camions de lait par jour, photo Frédéric Douard
L’usine est constituée de 40 000 m² de bâtiments. Les besoins de chaleur sont principalement le chauffage du lait de 6 à 72 °C pour la pasteurisation avant refroidissement et emprésurage, le chauffage des locaux, le maintien à bonne température des hâloirs, et la déshydratation du lait à concentrer.
La consommation de chaleur de l’usine est de 50 GWh par an, dont une moitié pour la production de fromage et une moitié pour les autres transformations.
Une chaudière biomasse Vyncke
Le Groupe Lactalis a choisi le constructeur spécialisé Vyncke pour équiper sa chaufferie à bois de Domfront, tout comme il l’a également fait pour ses sites de Saint-Pierre-sur-Dives et de Charchigné, une belle preuve de confiance de la part de l’industriel laitier envers le chaudiériste belge qui n’en est pas à ses débuts puisqu’il fabrique des chaudières biomasse à eau chaude et à vapeur depuis 1912 !

Vyncke fabrique des chaudières biomasse à eau chaude et à vapeur depuis 1912, photo F. Douard
La chaudière Vyncke fournit à l’usine de Domfront jusqu’à 10 tonnes de vapeur par heure, 7 j/7. Sa production couvre 70 % des besoins annuels, le reste étant pour l’instant couvert par l’ancienne chaufferie à fioul lourd qui passera au gaz naturel liquéfié prochainement.

La partie basse de la chaudière Vyncke, photo Frédéric Douard
La chaudière est équipée d’un foyer à grille dynamique permettant d’utiliser un bois relativement humide. La combustion est régulée grâce au suivi précis et continu de l’humidité du bois. Une sonde de la société néerlandaise Process Instruments (Voir photo en fin d’article) réalise sa mesure par deux canaux différents, en direct et par réflexion. Ceci permet de ne mesurer qu’un différentiel, rendant l’appareil autostable au vieillissement de la source. De fait, la sonde ne demande pas de recalibrage annuel comme c’est le cas avec les systèmes faisant appel à la spectroscopie proche infrarouge (abrégée SPIR ou NIR spectroscopy en anglais pour Near-Infrared spectroscopy).
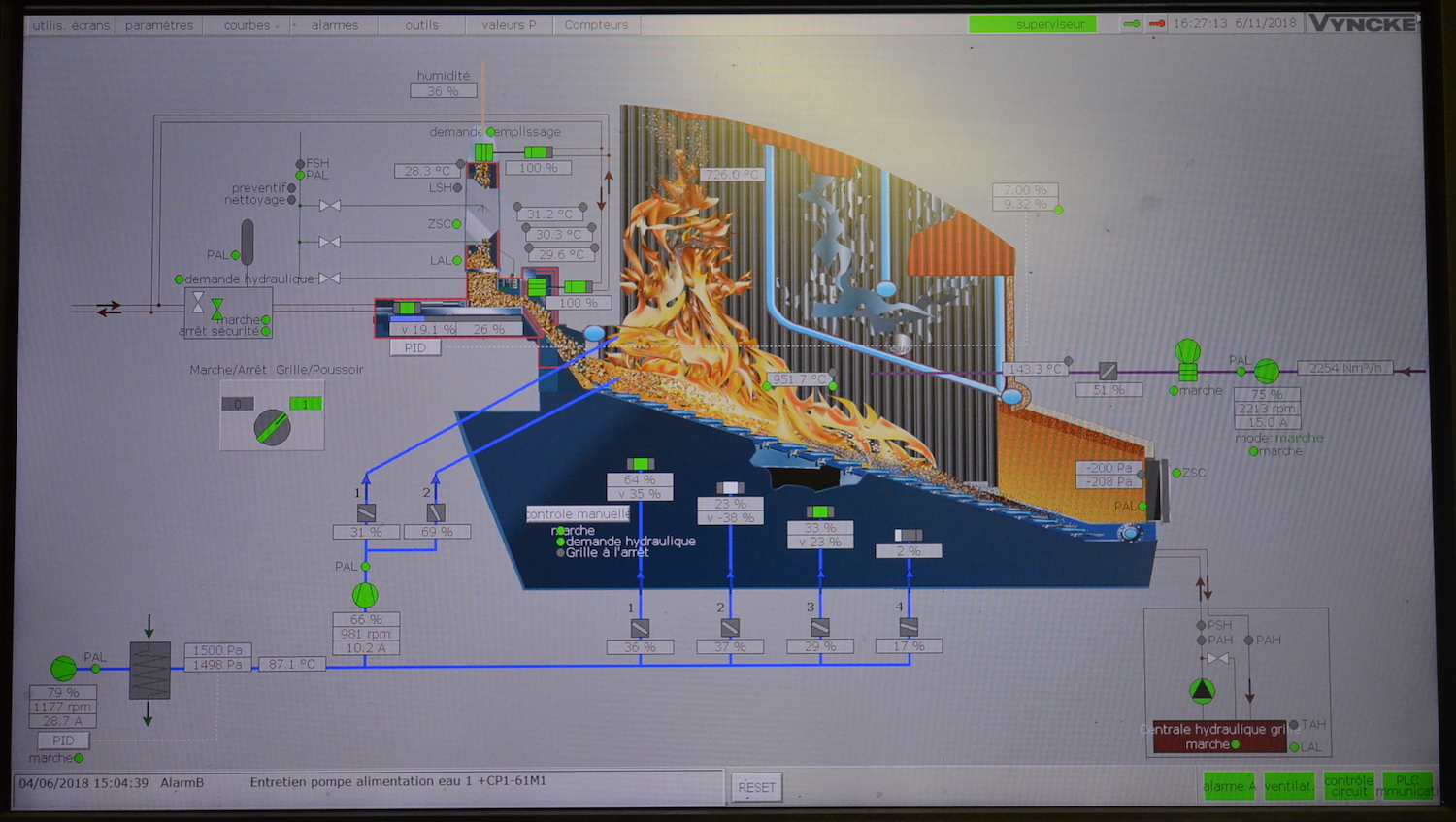
Ecran de supervision de la chaufferie Vyncke à Domfront, photo Frédéric Douard. Cliquer sur l’image pour l’agrandir.
En sortie de chaudière les gaz de combustion passent dans un économiseur permettant de récupérer plusieurs centaines de kW, et ceci avant de traverser deux filtres, un multi-cyclones et un électrofiltre qui les débarrassent de leurs poussières.
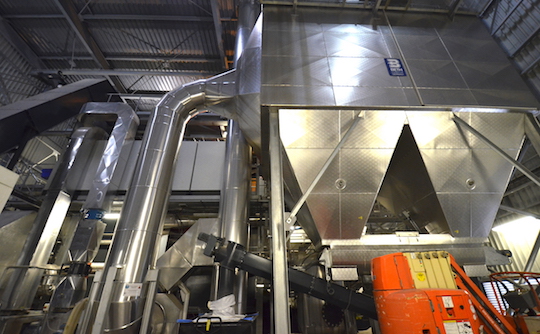
L’électrofiltre à Domfront, photo Frédéric Douard
L’approvisionnement
La chaudière consomme 12 500 tonnes de plaquettes forestières par an fournies par la société Biocombustibles Normandie. Le bois est livré dans trois silos couverts et fermés totalisant 800 m³ et garantissant une autonomie de 4 à 5 jours.

L’un des trois silos de la chaufferie bois, avec comme particularité un caniveau de balayage des plaquettes au centre de la butée, photo Frédéric Douard
À chaque livraison, le combustible est échantillonné pour en contrôler l’humidité à l’étuve.

Les extracteurs hydrauliques Vyncke des trois silos à bois, photo Frédéric Douard
Le Groupe a également confié la reprise des cendres à Biocombustibles Normandie qui les valorise de son côté.

Sonde de mesure instantanée de l’humidité du combustible arrivant dans la trémie de chargement de la chaudière, photo Frédéric Douard
| Chiffres clés de la chaufferie bois de Domfront | |
|---|---|
| Puissance thermique au bois | 6,5 MW ou 12 tonnes de vapeur/h |
| Vapeur | 200°C et 18 bar |
| Production de chaleur au bois | 30 GWh/an |
| Consommation de bois | 1250 tonnes/an |
| VLE poussières | 20 mg/Nm3 à 6% d’O2 |
| CO2 évité | 9400 tonnes/an |
| Investissements | 4,3 millions € |
| Mise en service | Mai 2015 |
Contacts :
- Lactalis : Caroline Hopu – +33 243 59 40 31 – Caroline.HOPU@lactalis.fr – www.lactalis.fr
- Vyncke : Jérôme Béarelle / +33 619 88 33 53 – jbe@vyncke.com – www.vyncke.com
- Filtre à manche : www.rr-beth.com.de
- Mesure de humidité du bois en continu pour la combustion : www.processsensors.com – En France : www.berthold.fr
- Mesure d’humidité du bois à la livraison pour facturation : www.binder-world.com

Echantillonage des livraisons de bois et mesure de l’humidité en étuve, photo Frédéric Douard
Frédéric Douard, en reportage à Domfront-en-Poiraie
ℹ️ Le magazine Bioénergie International est disponible :
- Au détail
- Dans le cadre d'un abonnement







