Atlantique Industrie équipe Bio Énergie Touraine pour l’hygiénisation d’intrants
🖨️Article paru dans le Bioénergie International n°49 de mai-juin 2017

Vue du site Bio Energie Touraine, photo Bio Energie Touraine
La société Atlantique Industrie propose un ensemble de solutions aux différentes étapes de la méthanisation. Pompage, broyage, agitation, hygiénisation, séparation de phase… sont des domaines que l’entreprise maîtrise et applique selon son expérience dans le secteur du biogaz et celle de son partenaire Landia. Parmi ses nombreux clients, l’entreprise compte l’unité de méthanisation Bio Énergie Touraine située à Saint-Paterne-Rancan au nord de Tours, une unité qui vient de faire évoluer très sensiblement son mix d’intrants.
Une forte évolution des intrants
La Sas Bio Énergie Touraine a été créée en 2007. Elle injecte ses premiers kWh électriques en mars 2012 grâce à une cogénération de 250 kWé. En décembre 2016, elle évolue et sa capacité de production passe à 585 kWé.
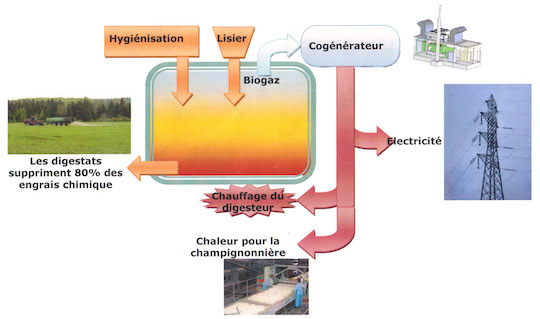
Schéma de principe des flux, crédit BioEnergie Touraine
Près de 17 000 tonnes de biomasse sont traitées annuellement sur le site. La biomasse est méthanisée et le biogaz sert à produire de l’électricité injectée dans le réseau et de la chaleur pour alimenter le processus. Le surplus de chaleur est utilisé pour chauffer une champignonnière. Cette co-valorisation de l’énergie permet à l’installation d’atteindre une efficacité énergétique de plus de 60 %.

Préfosse de mélange avec la pompe Landia MPG-I, photo Atlantique Industrie
Au lancement de l’unité, la majorité des intrants était constituée d’effluents d’élevage (lisier de porc, lisier de bovin et fumier). Puis le plan d’approvisionnement de l’entreprise s’est progressivement orienté vers de nouveaux intrants, des végétaux (issues de céréales, tontes de pelouses, fruits, légumes), des produits de l’industrie agroalimentaire (déchets de sucreries, graisses industrielles) et des déchets de catégories 3 (déchets d’abattoirs, de restaurations, lactosérum, soupe bio déconditionnée) qui demandent un agrément particulier. Conformément à la réglementation, les intrants C3 doivent être préparés et hygiénisés.

L’hygiénisateur BIOCHOP LANDIA de Bio Energie Touraine, photo Atlantique Industrie
En réponse au cahier des charges de son client, Atlantique Industrie à ainsi étudié, fabriqué puis installé un processus d’hygiénisation pour répondre aux exigences de l’agrément sanitaire, à savoir la réduction des intrants à une granulométrie inférieure à 12 mm, et leur maintient à 70 °C pendant au moins une heure.
La répartition actuelle des intrants est de 7 000 tonnes de lisier, 3 200 tonnes de fumier, 3 800 tonnes de déchets agro-alimentaires et 3 000 tonnes de produits de catégorie 3.
La solution globale Atlantique Industrie
Pour accompagner cette évolution, Atlantique Industrie a équipé la fosse de préparation d’un système de préparation LANDIA. Cette solution permet une bonne homogénéisation de la soupe, ce qui garantit un pompage aisé, facilite l’hygiénisation puis la digestion.
L’équipement d’hygiénisation BIOCHOP fourni par Atlantique Industrie permet de maîtriser la montée en température et son maintien en toute sécurité. L’ensemble du processus est piloté par un automate qui enregistre la totalité des paramètres mesurés lors des différents cycles (temps de chauffe, maintient de température, poids, autres…) ce qui facilite la traçabilité des opérations et les vérifications lors des contrôles sanitaires.

Agitateur Landia pour le digesteur
Le dispositif réalise également une exportation des intrants chauffés vers le digesteur, qui garantit une ration régulière, homogène et à la température voulue. Il évite ainsi les phénomènes de flottaison ou de solidification et favorise la production de gaz.
La relation de confiance, un large panel de compétences, le savoir-faire et les services associés ont également permis à Atlantique Industrie de proposer au responsable d’exploitation du site, Cyril Preteseille, de compléter l’évolution du mix d’approvisionnement de son unité de méthanisation, par la mise en place de nouveaux outils permettant de nouvelles conditions optimales d’exploitation. C’est ainsi, qu’à la demande de l’exploitant, l’automatisme constructeur à été remplacé.
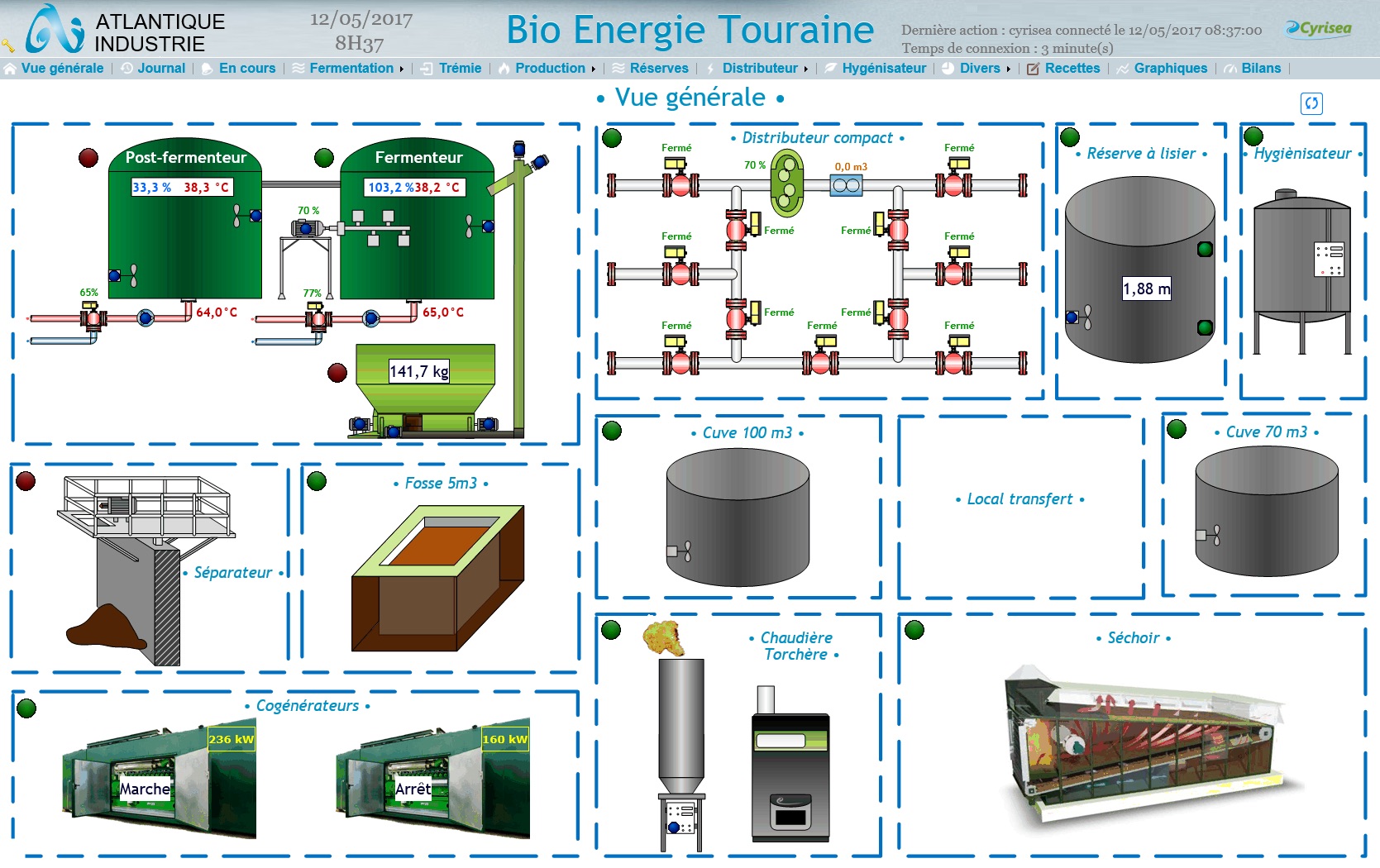
Visuel général de la supervision mise en place par Atlantique Thermique chez BioEnergie Touraine – Cliquer sur l’image pour l’agrandir.
L’exploitant n’était en effet pas satisfait de son système initial pour des raisons souvent constatées par les conducteurs d’unités de méthanisation : la barrière de la langue pour les échanges techniques, la rétention d’information, les limites de capacité, le prix élevé des prestations de maintenance ou de modification de programme et les différences de pratiques. Une analyse fonctionnelle globale a ainsi été réalisée par Atlantique Industrie, de nouveaux composants graphiques ont été intégrés au synoptique de supervision, et la permutation des systèmes a été réalisée.

Pompe Landia MPG-I avec tuyauterie inox installée dans la préfosse
Le nouvel outil permet une totale indépendance de l’exploitant qui peut intervenir sur l’ensemble des paramètres de réglages via son ordinateur, son mobile ou sa tablette, sur site ou à distance.
La solution Atlantique Industrie permet aujourd’hui une plus grande disponibilité des équipements et permet une incorporation lissée des intrants vers les digesteurs de manière à réguler au mieux la production de gaz.
Et tout récemment, Atlantique Industrie a également fourni une installation de séparation de phase WAM pour ce site plein d’énergie et en perpétuelle évolution.
Contacts :
- Bio Energie Touraine : contact@bio-energie.fr – www.bio-energie-touraine.fr
- Atlantique Industrie, 44150 Ancenis : methanisation@atlantiqueindustrie.fr / +33 240 09 70 09 – www.atlantiqueindustrie.fr – www.landia.fr
Frédéric Douard
ℹ️ Le magazine Bioénergie International est disponible :
- Au détail
- Dans le cadre d'un abonnement