
Guyenne Papier passe au gaz de bois avec Cogebio pour son processus vapeur
🖨️Article publié dans le Bioénergie International n°42 de mars-avril 2016

La chaufferie gaz de Guyenne Papier convertie au gaz de bois, photo Frédéric Douard
Héritière directe des entreprises papetières installées sur les affluents de la Dordogne depuis des siècles, Guyenne Papier a élu domicile sur le site d’un ancien moulin hydraulique à Nanthiat, dans le département de la Dordogne, dans un véritable écrin de verdure. Aujourd’hui, l’entreprise est spécialisée dans le couchage de tous types de supports souples à forte valeur ajoutée pour l’industrie graphique, la transformation papetière, l’industrie du textile et l’impression digitale. Et de par son implantation sur un site naturel classé Zones Naturelles d’Intérêt Ecologique Faunistique et Floristique (ZNIEFF), Guyenne Papier se veut être respectueux de cet environnement, une responsabilité à la fois environnementale et sociétale que l’entreprise véhicule par ses nombreuses actions. C’est dans ce cadre, qu’en août 2014, l’entreprise a pris livraison d’une unité industrielle GASCLEAN auprès de la société COGEBIO. D’une puissance biomasse de 1,5 MW et d’une puissance totale de 2 MW, le brûleur permet la substitution du gaz naturel par le gaz de bois sur la chaudière vapeur existant sur le site.

Guyenne Papier s’est installé à Nanthiat en 1931, photo Frédéric Douard
Les besoins de la production
Guyenne papier produit notamment du papier couché fluorescent, photographique, ignifugé…. Dans le procédé de production, la vapeur alimente un tunnel de séchage qui fonctionne 24h/24 5 jours sur 7.

Guyenne Papier utilise de la vapeur dans un tunnel de séchage en continu, photo Frédéric Douard
La durée des productions est très variable. Afin de répondre aux besoins spécifiques des clients, des essais sur de nouveaux produits sont réalisés sur la coucheuse en présence du service R&D. Ces essais sont souvent courts mais demandent beaucoup de temps de préparation, de nettoyage entre chaque changement de produits. Ces arrêts durent en général de 1 à 5 heures pendant lesquels les besoins en vapeur sont très réduits. Le délai de réaction de la chaudière doit donc être très rapide, tant en arrêt qu’en redémarrage. C’est pour cela qu’une chaudière à bois classique n’était pas du tout adaptée aux besoins du site.
L’installation
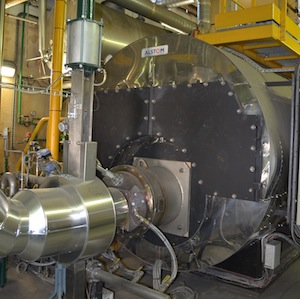
Le brûleur Gasclean est instalé sur une chaudière à gaz de 3,5 MW et 8 bar, photo Frédéric Douard
Un système complet d’alimentation en biomasse a été mis en place autour de la chaufferie existante. Tous les nouveaux équipements ont été intégrés dans les bâtiments existants. La biomasse est stockée dans un silo à proximité et est équipé d’échelles racleuses. Un système de convoyage entièrement automatisé transfert les plaquettes de bois jusqu’au gazéifieur. Ce système répond au besoin de ce dernier et ne nécessite pas l’intervention d’un opérateur. Le gazéifieur alimente à son tour le brûleur GASCLEAN de COGEBIO en syngaz.
Le brûleur est dit hybride car il peut fonctionner indifféremment et en même temps au syngaz, au gaz naturel ou au propane. Cette souplesse de fonctionnement a permis à Guyenne Papier de travailler normalement pendant toute la durée des travaux. Sa plage de puissance va de 200 kW à 2 MW. Dans le cas présent, la puissance de 1,5 MW apportée par le syngaz peut s’additionner selon la demande avec 500 kW supplémentaire dans le même brûleur. Celui-ci a été installé sur une chaudière de 3,5 MW existante et pouvant produire de la vapeur à 10 bar.
Ce dimensionnement entre les énergies permet une conversion à la biomasse supérieure à 90%. La production annuelle à partir du bois est de 4,35 GWh par an. L’économie en gaz naturel est de 478 160 m³ par an, ce qui représente 1 166 tonnes de CO2 évitées par an.
Les émissions de polluants atmosphériques sont si faibles que l’installation ne demande par de système de traitement de fumées additionnel.
Le principe technique

Opération de réglage en juin 2015 à la mise en service, photo Frédéric Douard
Le procédé GASCLEAN associe un gazéifieur de biomasse et un brûleur bi-combustible permettant de brûler indifféremment du gaz de synthèse produit par le gazéifieur ou un combustible fossile ou un mélange des deux. Le procédé est applicable pour l’instant dans une gamme de puissances allant de 50 à 2000 kW thermiques. Des puissances supérieures sont également possibles en multipliant les gazéifieurs de 2 MW.
GASCLEAN est un brûleur bi-étagé avec une étape de gazéification de la matière première puis une étape de combustion du gaz produit. La gazéification convertit la totalité du solide en gaz combustible et en cendres, seul rejet de la première étape. Le syngaz sort du réacteur à 600°C avec un PCI moyen de 1,3 kWh/Nm³. Le rendement de conversion de la biomasse en gaz est supérieur à 90%. Le gaz ainsi généré est ensuite transféré dans la zone de combustion après passage dans un cyclone qui en élimine les particules.
Sa conception lui confère une grande souplesse d’utilisation avec une modulation de 100% de gaz fossile à 100% de gaz de bois. Il conjugue deux flux d’air pour une combustion étagée :
- un flux d’air primaire axial qui permet d’accrocher la flamme pour tout type de combustible gazeux : gaz naturel, propane et gaz de synthèse.
- un flux d’air secondaire rotatif qui stabilise la flamme sans avoir recours à un équipement complémentaire sujet à l’encrassement.
Ce mode de combustion permet de faire varier l’apport relatif des différents combustibles selon la puissance recherchée et la disponibilité de ceux-ci. Le brûleur est géré pour cela par un système de contrôle-commande intégrant un automate d’optimisation de la combustion Lamtec qui rend le fonctionnement de l’ensemble entièrement automatique et qui permet de l’adapter aux besoins des différentes applications (séchage, cuisson, chauffage, etc.).

La combustion du gaz de bois chez Guyenne Papier est digne des performances du gaz naturel, FD
Dans la pratique, l’automate renseigne de la disponibilité du gazéifieur et compense les besoins avec le gaz naturel. Il assure également la conduite du gazéifieur en se basant sur les teneurs en oxygène avec un optimum à 5% dans le cas présent, de CO, ainsi que de températures dans la colonne de gazéification.
Le fonctionnement

Convoyeur de bois métallique chez Guyenne Papier, photo Frédéric Douard
Nous en avons parlé, la contrainte de l’entreprise est la souplesse totale de production de vapeur, et c’est l’automate, renseigné par les données et les algorithmes issus des travaux de COGEBIO, qui permet cette souplesse.
La difficulté d’obtenir une souplesse absolue, vient au départ, non pas du brûleur, qui comme tout brûleur à gaz répond instantanément, mais du gazéifieur dont le processus ne s’arrête a priori pas sur un claquement de doigt. C’est pourtant l’objectif qui a été atteint, celui d’interrompre le processus de gazéification en quelques minutes, et de pouvoir le redémarrer aussi vite, avec entre temps une prise en charge intermédiaire des besoins au gaz naturel.
La souplesse du système complet est ainsi obtenue en associant une régulation poussée du gazéifieur et le gaz naturel pour la réponse instantanée, en attendant la prise de relais par le syngaz quelques minutes plus tard.
Le temps d’allumage à froid est de 1h30, le lundi matin notamment, et à chaud il n’excède pas 10 minutes. Il s’entend que ces phases d’allumage sont automatiques ! L’inertie du gazéifieur lors des phases d’arrêt brutal est de 7 minutes, ensuite le gazéifieur peut rester disponible au rallumage à chaud durant 48 heures.
Sinon, pour l’exploitant, certaines tâches communes à toutes les chaufferies à bois sont à réaliser comme vérifier le niveau de bois dans le silo ou remplacer les big-bags de cendres, des tâches qui ne mobilisent que quelques heures de travail par semaine. Un entretien annuel du brûleur, de la chaudière et du gazéifieur est programmé avec le fabricant.
La qualité du bois

Séchage des plaquettes dans une benne Lauber à la scierie de Miremont, photo Frédéric Douard
Selon le cahier des charges du constructeur, le bois déchiqueté doit être idéalement à moins de 20% d’humidité, à une granulométrie comprise entre 30 et 100 mm, et doit contenir moins de 1% de particules fines car celles-ci occasionnent des pertes de charge dans le gazéifieur et réduisent la puissance disponible.
Dans le cas présent, le bois est produit et séché à moins de 15 km de la papeterie, à la scierie de Miremont sur la commune de Lanouaille. La scierie crible son produit et utilise pour le séchage des bennes à double fond perforé LAUBER, dans lesquelles est amené de l’air chaud en provenance d’une chaudière à déchets de bois. La scierie réalise également le criblage du produit.
Pour en savoir plus sur cette question, lire : La scierie de Miremont investit dans la production de bois-énergie de haute qualité
Le brûleur GASCLEAN

Flamme du brûleur Gasclean, photo Cogebio
Issue de plusieurs années de recherche, la solution mise au point par COGEBIO permet d’utiliser du gaz de synthèse directement dans le brûleur sans les contraintes habituelles des gaz de bois, le goudron notamment. Sur ce brûleur lire également :
- Gasclean, le brûleur hybride à gaz de bois
- Brûler des gaz de bois dans une chaudière à gaz ou fioul classique
Les combustibles acceptés par le système vont de la plaquette forestière aux sous-produits agricoles les plus variés. COGEBIO étudie même actuellement sur la plateforme technologique PROVADEMSE implantée sur le campus de l’INSA de Lyon, la valorisation énergétique des déchets de bois.
Voir cette vidéo réalisée sur le site de Guyenne Papier :
Contacts :
- Guyenne Papier : Thiphada Thongsavath, responsable maintenance & chef de projet – +33 553 62 20 04 – t.thongsavath@guyennepapier.fr – www.guyennepapier.fr
- Cogébio : Christian Bedrossian, +33 437 44 20 05 – +33 617 15 90 07 – christian.bedrossian@cogebio.com – www.cogebio.com
- Bennes de séchage Lauber : Patrick Magne – magne-patrick@wanadoo.fr – + 33 610 46 29 57 – www.zmtechnik.ch
- La scierie : www.scieriedemiremont.com
Frédéric Douard, en reportage à Nanthiat & Lanouaille

Guyenne Paier est installée à Nanthiat en Dordogne dans un écrin de verdure, photo Frédéric Douard
ℹ️ Le magazine Bioénergie International est disponible :
- Au détail
- Dans le cadre d'un abonnement








