
Sepofarm & Vapogant recyclent les fertilisants en méthanisation
🖨️Article paru dans le Bioénergie International n°71 de mars 2021

Module Sepofarm situé chez l’éleveur pour la séparation du lisier, photo Biogas Technik Süd
De nombreuses exploitations agricoles peinent parfois à gérer la fertilisation de leurs terres selon les règles de l’art. La balance phosphore et azote peut notamment être déséquilibrée au regard des réglementations. Des éléments nutritifs peuvent aussi se perdre par volatilisation ammoniacale si l’épandage par enfouissement ou à proximité du sol n’est pas possible. Grâce à la combinaison des modules de séparation Sepofarm et d’évaporation Vapogant de la société Biogastechnik Süd, il est possible pour les exploitations agricoles fonctionnant en coopération de mettre en place une logistique mutualisée efficace où chacun trouve son avantage.
La concentration du lisier
Dans une première étape, le lisier de chaque site d’élevage passe au séparateur de phase Sepogant. La fraction liquide (environ 75 %) est stockée sur place. La fraction solide peut alors être facilement transportée vers une unité de méthanisation où il sera possible en échange de charger du digestat pour le trajet retour.
À la seconde étape, après la méthanisation, le digestat est séparé et sa fraction liquide est concentrée dans le système Vapogant. Cet équipement est basé sur le principe de l’évaporation sous vide en système fermé de sorte qu’aucune odeur ni aucun gaz résiduel ne s’échappe. Dans ce système, deux processus interagissent : le premier opère le cheminement de la chaleur par la vapeur et le second le cheminement du substrat, comme suit.
Deux évaporateurs sont chauffés par un flux d’eau chaude provenant idéalement du module de cogénération de l’unité de méthanisation ou d’une source de chaleur fatale. Cette eau entre dans l’évaporateur n°1 à 86 °C et en ressort à environ 73 °C. Comme l’évaporateur n°1 est placé sous un vide d’environ 230 mbar, l’évaporation a lieu à 63 °C. L’eau et l’azote ammoniacal sont séparés du résidu de fermentation et montent sous forme de vapeur et de gaz dans le réservoir.
À l’étape suivante, les vapeurs passent dans un premier laveur dans lequel l’ammoniac est lié à de l’acide sulfurique à 78 % pour former une solution de sulfate d’ammonium au pH d’environ 2-3. La vapeur à environ 59,5 °C circule ensuite vers l’évaporateur n°2. À ce stade, il est possible de soutirer de 100 à 200 kW de chaleur et de la réutiliser. Cette chaleur peut par exemple être utilisée pour le chauffage des digesteurs ou de bâtiments.
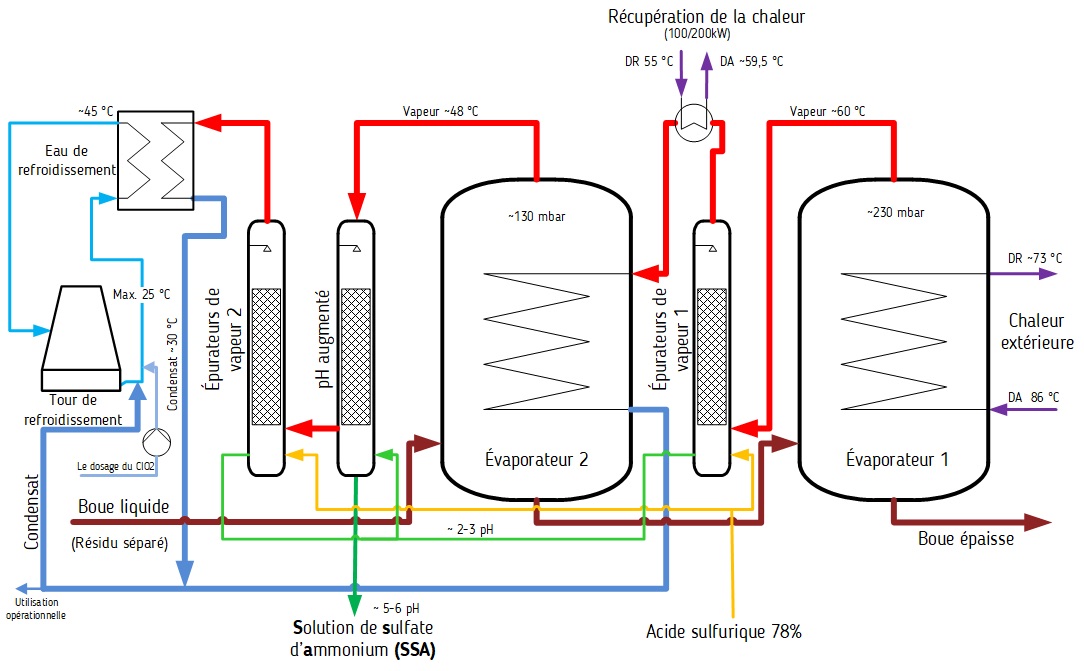
Schéma fonctionnel du Vapogant – Cliquer sur la schéma pour l’agrandir
La vapeur qui n’a pas été utilisée par la réaction de précipitation en sulfate d’ammonium est recirculée par un échangeur de chaleur à plaques, vers l’évaporateur n°2, à une pression négative de 130 mbar. Dans cette cuve, l’évaporation se produit à 48 °C. La vapeur passe alors à cette température dans le dernier laveur qui opère une neutralisation de la solution. Le sulfate d’ammonium provenant des laveurs 1 et 2 est dirigé vers un dernier laveur qui remonte son pH et le lie à l’azote contenu dans la vapeur de l’évaporateur n°2. Lors de cette réaction chimique, l’ammoniac se combine aussi avec le restant d’acide sulfurique de la solution. Cette neutralisation est nécessaire afin de permettre la fertilisation foliaire sans causer de dommage. La solution a maintenant un pH d’environ 5-6.
La vapeur continue ensuite dans le laveur n°2 où de l’acide sulfurique est ajouté à l’ammoniac pour produire la solution de sulfate d’ammonium. La vapeur encore présente continue à circuler vers le condenseur où elle est refroidie. Ce condensat peut ensuite être évaporé ou nébulisé via la tour de refroidissement et un nébuliseur optionnel.
Les évaporateurs sont chauffés à contre-courant ce qui implique que le digestat liquide est d’abord introduit dans l’évaporateur n°2, d’où il est pompé vers l’évaporateur n°1 après la première concentration et de là vers le stockage.
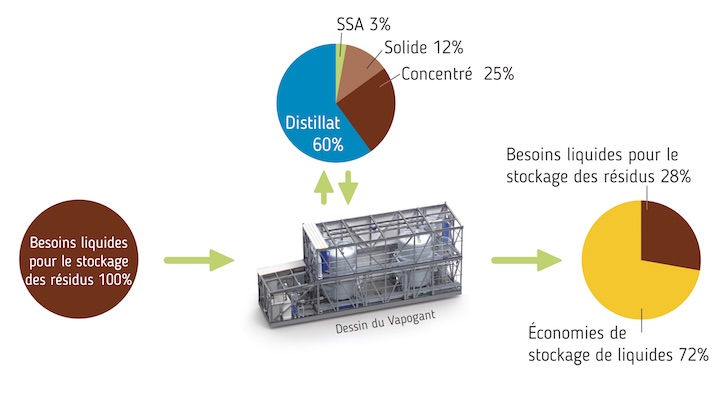
Le bilan matière de l’évaporation de digestat à deux niveaux Vapogant
En résumé, à la sortie du Vapogant on obtient trois produits : une eau qui peut être nébulisée, rejetée ou réinjectée ; un concentré épaissi dans lequel il ne reste presque plus d’azote ammoniacal ; et une solution de sulfate d’ammonium qui peut être épandue comme engrais minéral. Le concentré épaissi pourra lui aussi être épandu dans une étape ultérieure.
Une économie circulaire des nutriments
En utilisant le Vapogant, l’engrais du digestat pourra être utilisé efficacement et sans perte. En amont, le séparateur Sepofarm permet à l’éleveur de traiter son lisier sans délai et de valoriser la matière solide fraîche sans perte.
La combinaison Sepofarm & Vapogant permet une gestion optimisée des nutriments dans une stratégie mutualisée de fertilisation. L’azote est utilisé de manière avantageuse et les volumes de transport et de stockage sont réduits, ainsi que les investissements et coûts d’exploitation. Ce cycle intégral permet d’exploiter la plus grande partie du potentiel méthanogène des effluents liquides tout en réduisant considérablement les émissions d’azote ammoniacal.
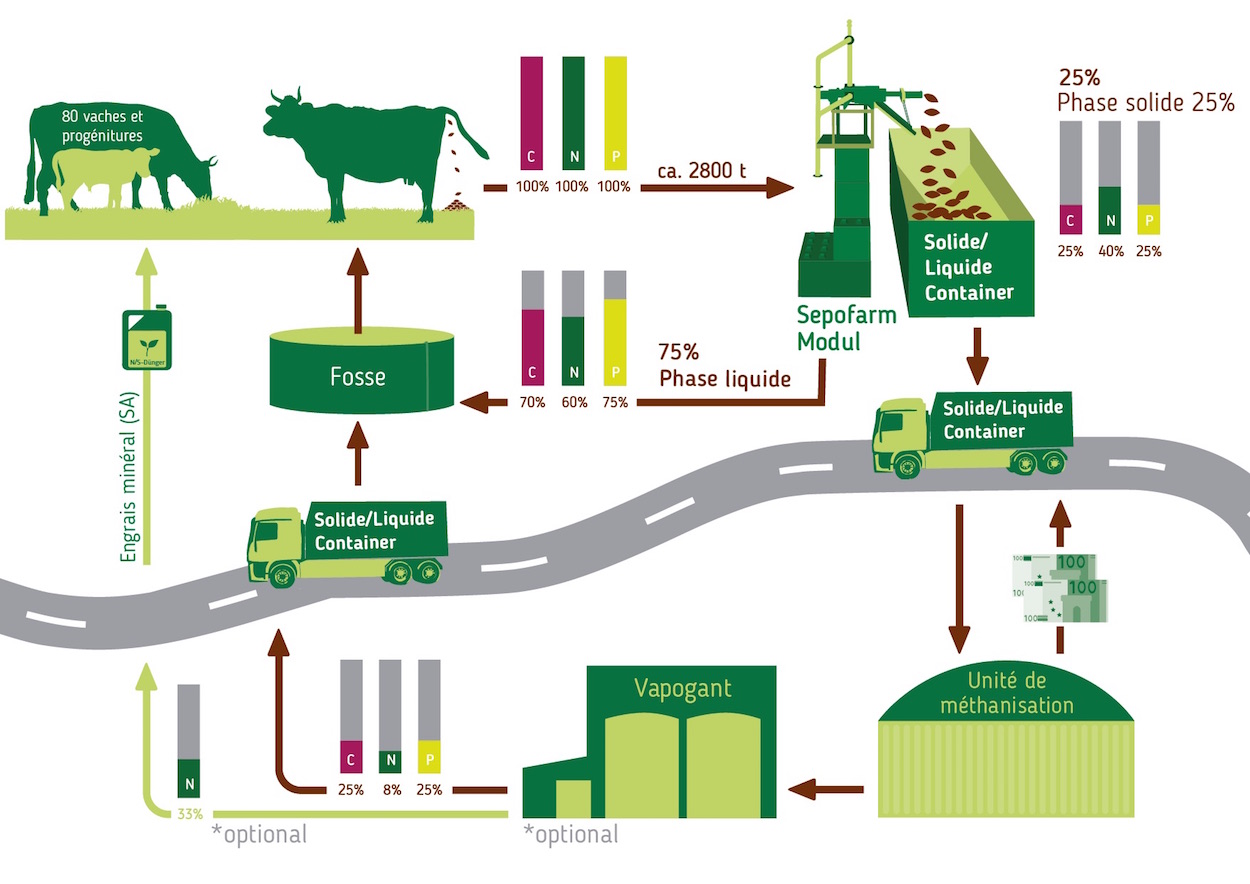
Le modèle d’économie circulaire avec séparation ressemble à cela. Cliquer sur le schéma pour l’agrandir
Dans certaines régions, cette utilisation plus efficace des intrants peut atténuer la pression sur les terres arables. Pour les exploitations en agriculture biologique, c’est aussi une solution pour répondre aux exigences en matière d’engrais et d’environnement. La phase liquide du digestat peut être épandue au sol de manière optimale. L’exportation si besoin de la matière solide, qui contient de 20 à 30 % de phosphore, résout également le risque de déséquilibre des nutriments. Et en remplaçant tout ou partie de ses intrants par la fraction solide des lisiers, les exploitants-méthaniseurs peuvent ainsi réduire le recours aux cultures.
Contact : Isabelle Chenu / +49 7562 97085638 – i.chenu@biogastechnik-sued.de – biogastechnik-sued.de/fr/
Frédéric Douard
ℹ️ Le magazine Bioénergie International est disponible :
- Au détail
- Dans le cadre d'un abonnement








