
France Évaporation rend le traitement des digestats plus rentable
🖨️Article paru dans le Bioénergie International n°47 de janvier-février 2017

Installation de traitement des digestats liquides de l’usine de méthanisation Ege Biogass en Norvège, photo France Evaporation
Des spécialistes entièrement dédiés à chaque projet

La tour de distillation de l’installation de traitement des digestats de l’usine de méthanisation Ege Biogass en Norvège, photo France Evaporation
L’entreprise est composée de techniciens spécialisés en thermique, chimie et traitement d’eau au niveau industriel. Elle dimensionne l’ensemble de ses installations sur mesure, s’adaptant à chaque cas de figure tant au niveau des processus que des contraintes d’implantation ou de cultures.
Mais la fierté de l’entreprise est de pouvoir garantir à ses clients de les suivre de l’ébauche du projet à son exploitation avec la même équipe, ceci permettant d’établir une relation forte et efficace. Cette pratique garantit en plus que tous les ingénieurs capitalisent les informations et les retours d’expérience de leurs propres dimensionnements.
Concernant les digestats, les équipes de France Évaporation détiennent une grande expérience et sont même en capacité de dimensionner des projets en l’absence d’échantillons. Ils utilisent pour cela une bibliothèque unique d’échantillons de référence constituée en interne durant les vingt dernières années.
Pour le dimensionnement et le choix des processus les plus appropriés, les équipes projets suivent une démarche scientifique de tests et validation, pour qualifier et sécuriser les projets. Elles bénéficient pour cela d’un laboratoire d’essais et de pilotes mobiles de plusieurs tailles qui peuvent être utilisés dans les ateliers de France Évaporation ou chez les clients. Ce travail préalable permet de valider le choix des procédés, de qualifier les digestats et les engrais ammoniaqués, et de valider la qualité des condensats.
Ces pilotes peuvent aussi être mis à disposition des clients pour des campagnes de qualification dans le cadre d’une démarche d’homologation.
France Évaporation est également en capacité d’accompagner ses clients durant toute la vie de l’installation, en proposant notamment des prestations de maintenance et d’exploitation.
Aspect réglementaire : pourquoi traiter le digestat ?

Installation de traitement des digestats liquides, photo France Evaporation
En France, le digestat et le lisier sont aujourd’hui soumis à une réglementation très stricte. Un plan d’épandage est nécessaire afin de pouvoir les remettre en terre. Les périodes et les surfaces étant limitées, les coûts induits peuvent parfois nuire à la rentabilité des projets ou les remettre en cause.
Il existe cependant une alternative au plan d’épandage : c’est l’homologation du digestat afin de pouvoir le commercialiser comme engrais. Cela présente l’intérêt de le sortir de la responsabilité de l’exploitant : n’étant plus un déchet, l’exploitant du méthaniseur n’est pas tenu à une traçabilité jusqu’à la mise sur sol.
Enfin, à ce jour, aucune norme ne permet d’y faire entrer le digestat, ou même le sulfate d’ammonium. La NFU-4201 ne permet normalement pas d’y classer les engrais ammoniaqués en provenance d’intrants organiques. Côté digestat, seul le compostage peut permettre de rejoindre la NFU 44051. Cela dit, la normalisation est en cours d’étude par de nombreux acteurs du marché.
Des solutions adaptées à toutes les hypothèses
Les unités de traitement France Évaporation apportent des solutions :
- agronomique par séparation des éléments N, P et K, permettant de produire des engrais ciblés à haute valeur ajoutée,
- économique par réduction des coûts de stockage, de transport et d’épandage, et avec augmentation de la valeur commerciale (homologation),
- réglementaire par le respect des contraintes et pourra répondre à une potentielle norme d’engrais organique,
- écologique par réduction de l’empreinte carbone vis-à-vis et par respect des sols et des nappes phréatiques.
Dans le cas de l’épandage, elles permettent :
- une réduction très importante des volumes permettant un stockage facile hors période d’épandage,
- une réduction du volume qui réduit aussi les coûts de transport
- une séparation de l’ammoniac (le N) du digestat (contenant le P et le K) qui permet d’augmenter la période d’épandage.
Dans le cas de l’homologation, elles permettent :
- une production d’engrais concentré à valeur marchande élevée,
- une bonne stabilité de la concentration du produit au cours de l’année,
- une production d’engrais ammoniaqué stable au cours de l’année.
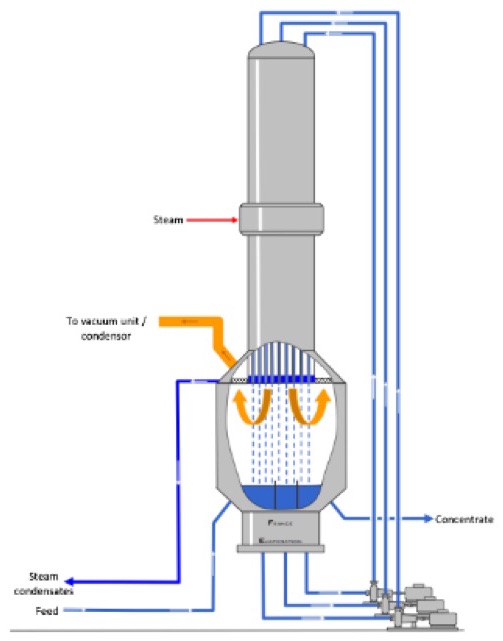
Le principe de la circulation forcée, schéma France Evaporation – Cliquer sur l’image pour l’agrandir.
Dans le cas où le digestat serait normalisé, les discussions s’orientent vers une matière sèche supérieure à 25%, ce qui est déjà atteignable avec les installations proposées par France Évaporation.
L’évapo-concentration + distillation : une solution complète
France Évaporation a développé plusieurs grands schémas pour le traitement des digestats et des lisiers. Dans chaque schéma, elle combine des technologies éprouvées et qu’elle maîtrise parfaitement : l’évaporation à flots tombants, la circulation forcée, la distillation vapeur.
Et le schéma sur lequel France Évaporation a concentré ses efforts pour le traitement des digestats, l’évapo-concentration & distillation, est une solution particulièrement adaptée aux terres en excès d’azote (France, Belgique, Pays-Bas). Elle permet une séparation des éléments N, P et K et un fonctionnement circulaire vertueux.
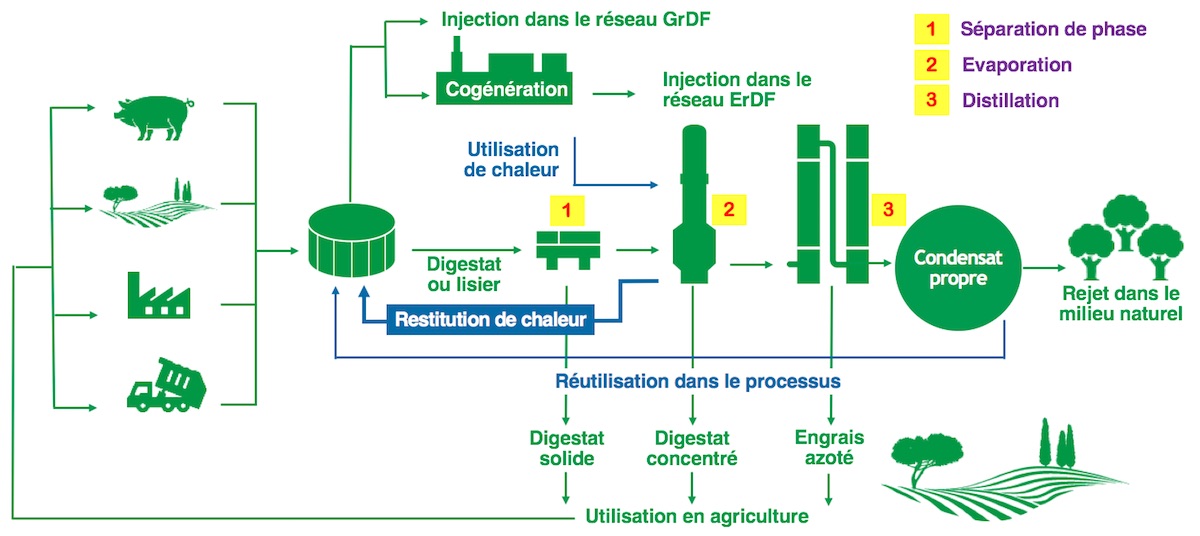
Les trois étapes de concentration et distillation de France Evaporation – Cliquer sur le schéma pour l’agrandir.
C’est ce schéma qui a été mis en place avec succès, entre autres sur les installations de Tiper, Sede, Waterleau ou récemment Op de Beeck.
Étape 1 : la séparation de phase
La première étape est une séparation de phase performante. Elle permet l’extraction des fibres et d’un maximum de matières en suspension (MES) avant l’entrée dans l’évaporateur. C’est à ce stade aussi que l’on produit le digestat solide qui tient en tas.
Deux alternatives sont proposées. Tout d’abord, la presse à vis : c’est la solution la plus basique et elle est particulièrement adaptée aux petites et moyennes unités (10 à 40 kt/an). Simple dans son fonctionnement, la séparation reste grossière, c’est-à-dire qu’un taux important de MES reste dans la phase liquide, ce qui rendra l’évaporation plus difficile. Il ne sera pas possible de concentrer à plus de 15 % de matière sèche (MS) dans le digestat concentré. Après cela, le produit est trop visqueux.
Ensuite, il y a la centrifugeuse : elle permet une séparation fine et est adaptée aux grandes unités agricoles et industrielles. C’est la solution la plus efficace. Elle permet d’obtenir une phase liquide très claire qui permet une concentration très efficace.
Étape 2 : la concentration
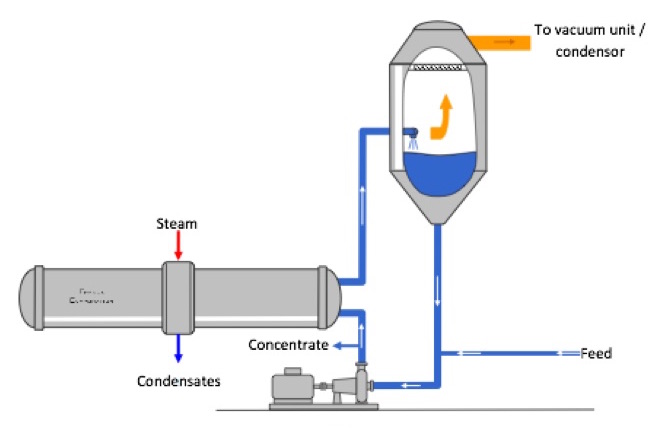
Le principe du flot tombant, schéma France Evaporation – Cliquer sur l’image pour l’agrandir.
La concentration est le point clé suivant. Les évaporateurs conçus par France Évaporation sont des technologies robustes et éprouvées dans tous les secteurs industriels. Deux technologies sont utilisées : le flot tombant et la circulation forcée.
Le flot tombant fonctionne en circulation gravitaire. C’est le plus efficace thermiquement et il permet d’évaporer des grandes quantités pour un investissement et un coût énergétique faibles. Il sera par contre limité par la viscosité du digestat en sortie.
La circulation forcée permet d’atteindre des viscosités élevées (jusque 30 % de MS) et est autonettoyante de par sa conception, grâce à une vitesse de circulation importante dans les tubes.
Dans les deux technologies, le produit est en circulation constante dans les tubes de l’échangeur thermique, ce qui garantit une efficacité optimale et limite l’encrassement.
Le choix de l’une ou l’autre technologie va se faire selon différents critères. Typiquement, après une séparation par presse à vis, avec un liquide chargé en MES, la concentration se fera directement en circulation forcée. Cela permettra de palier l’encrassement dû au taux élevé de MES. On montera à environ 15 % de MS.
Par contre, sur une phase liquide très claire, après centrifugation, on combine les deux technologies : pré-concentration sur flot tombant et finition en circulation forcée, ce qui permet d’atteindre les 25 à 30 %, voire dans certains cas les 40 % de MS !
Au final, la concentration obtenue en sortie dépend de la teneur en MES dans la phase liquide, d’où l’importance du choix de la séparation en amont et du choix du type d’évaporateur.
Étape 3 : la purification des condensats pour rejet en milieu naturel

Installation d’évaporation par flot tombant, photo France Evaporation
Le gaz ammoniac (NH₃), présent dans le digestat en phase aqueuse (ammoniaque), se volatilise lors de l’évaporation. On le retrouve donc en grande quantité dans les condensats sous forme d’ions NH4+. Une purification est nécessaire. France Évaporation maîtrise la distillation à la vapeur, appelée stripping en anglais, et qui est d’une grande efficacité. Elle se différencie de la distillation à l’air dont le media de distillation est moins efficace. Avec la vapeur, on obtient ainsi jusqu’à 5 mg d’ammoniaque par litre et une demande chimique en oxygène (DCO) comprise entre 50 et 100 mg/l.
Pour les installations de méthanisation à la ferme, on peut aussi avoir recours à la filtration par osmose inverse.
L’ammoniac retiré des condensats permet la production d’engrais azoté à haute valeur agronomique. Trois options sont possibles :
- l’eau ammoniaquée (concentration de 15 % à 20%),
- le sulfate d’ammonium à 41,5 % (pH 6),
- le nitrate d’ammonium à 54 % (pH 6).
Dans les deux derniers cas, nous restons sous la limite de solubilité. Une alternative existe aussi, mais économiquement valable que pour les très grandes unités (à partir de 200 000 T/an) : la production de sulfate d’ammonium cristallisé.
Bilan de l’évapo-concentration & distillation
Au final, la solution d’évapo-concentration & distillation apparaît comme une solution complète permettant un traitement efficace du digestat et une valorisation maximale en engrais organique et azoté :
- phase 1 : digestat solide à 30 % de matière organique + phosphore,
- phase 2 : digestat concentré de 15 à 30 % de matière organique + potassium. (Le mélange des produits des phases 1 et 2 donne un digestat solide de 20 à 30 % de matière organique + P & K),
- phase 3 : engrais azotés minéraux.
Optimiser le rendement des installations

Le haut des colonnes de traitement du digestat de Tiper Méthanisation dans les Deux-Sèvres, photo France Evaporation
Le cas des unités en cogénération
De par la disponibilité thermique, il est possible de mettre en place une évaporation simple ou à effet multiple, voire une compression mécanique de vapeur (CMV), si l’énergie disponible est malgré tout insuffisante.
Avec un coefficient de performance (COP) pouvant aller jusque 50, la CMV est la technologie reine de l’efficacité énergétique. Technologie parfaitement maîtrisée, elle bénéficie d’un retour d’expérience sur plus de 100 compresseurs. C’est un système flexible qui s’adapte aux variations de charge.
Le cas des sites en injection ne disposant pas de chaleur
Lorsqu’une unité ne dispose pas d’énergie thermique, le coût de fonctionnement devient immédiatement dissuasif. Même si la réglementation actuelle autorise l’utilisation du gaz naturel pour le traitement des digestats, le coût de la facture énergétique reste rédhibitoire ce qui bien sûr remet en cause la rentabilité du projet. Dans ce cas, seule la compression mécanique de vapeur permet de réduire la consommation énergétique.
« Installations en injection, France Évaporation rend le traitement des digestats rentable »
Afin d’aller plus loin et de viser une rentabilité maximale des unités de méthanisation, France Évaporation a innové et déposé un brevet. L’idée est de produire de la vapeur pour l’évaporateur à partir d’énergie externe et de la restituer à plus basse température (60 à 80°C) sous forme d’eau chaude pour le maintien en température du méthaniseur ou l’hygiénisation.

Tiper Méthanisation utilise le schéma de traitement du digestat, évapo-concentration & distillation de France Evaporation
Cette solution présente un double avantage. L’énergie thermique indispensable pour le traitement de digestat est recyclée pour le chauffage du méthaniseur ou l’hygiénisation, ce qui augmente l’efficacité énergétique du système. Parallèlement, les revenus de l’exploitant augmenteront car 100 % du biométhane pourra être injecté sur le réseau au lieu d’être partiellement consommé dans les processus internes.
Contact : Timothée Rohart – trohart@evaporation.fr – +33 320 00 17 50 – www.evaporation.fr
Frédéric Douard
ℹ️ Le magazine Bioénergie International est disponible :
- Au détail
- Dans le cadre d'un abonnement








